-
10-05 2023
เตาระฆังมีหลักการทำงานและลักษณะการใช้งานอย่างไร?
เตาระฆังใช้กันอย่างแพร่หลายในอุตสาหกรรมการผลิตอุปกรณ์ถลุงเหล็กหล่อ ใช้งานง่าย มีข้อดีในการใช้พลังงานต่ำ
-
10-03 2023
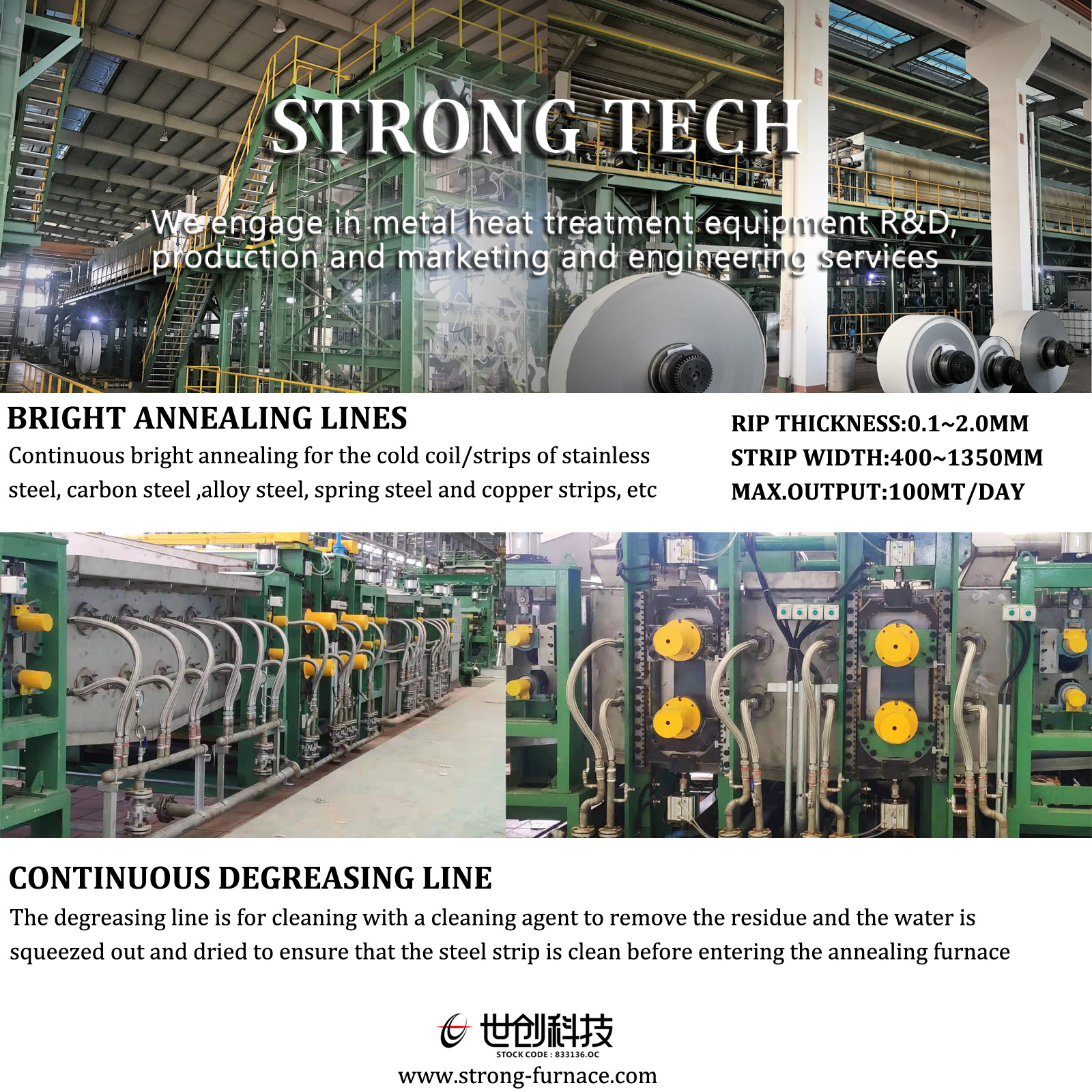
เส้นชุบแข็งสำหรับความต้องการโลหะผสมเหล็ก
เพื่อให้ได้ความเรียบและความต้านทานแรงดึงตามที่ต้องการ จะต้องเป็นไปตามข้อกำหนดวัตถุดิบต่อไปนี้
-
09-09 2023
การแบ่งเบาบรรเทาเหล็กมีกี่วิธี?
-
09-06 2023
การกระทำของเตาหลอม
-
08-30 2023
เข้าใจ 1 นาที: กระบวนการดับและขั้นตอนวิธีการ
-
08-28 2023
รับปัญหาคุณภาพเหล็กม้วนทุกชนิดอย่างรวดเร็ว!